
Xem toàn bộ tài liệu Lớp 8: tại đây
A. Hoạt động khởi động
Với kiến thức đã được học và hiểu biết thực tiễn, hãy trả lời các câu hỏi sau:
1. (Trang 25 Công nghệ 8 VNEN). Đặc điểm khác biệt chủ yếu giữa phương pháp gia công kim loại bằng tay và phương pháp gia công kim loại bằng máy là gì?
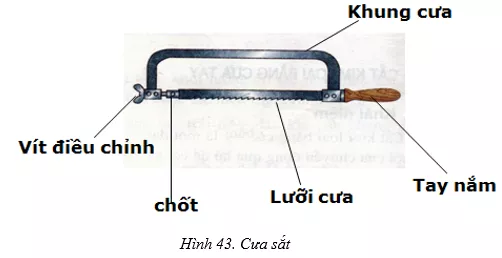
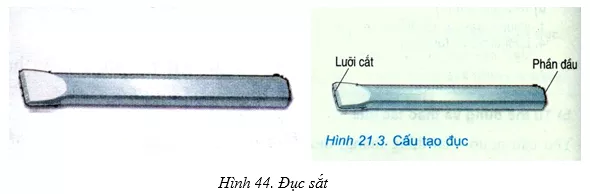
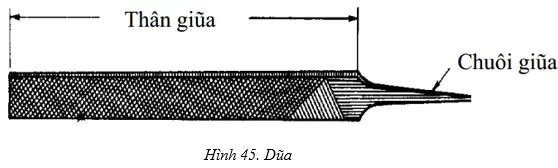
2. (Trang 25 Công nghệ 8 VNEN). Hãy mô tả cấu tạo của cưa sắt, đục sắt và dũa?
3. (Trang 25 Công nghệ 8 VNEN). Có thể dùng cưa gỗ để cưa sắt được không? Vì sao?
Trả lời:
1. Đặc điểm khác biệt chủ yếu giữa phương pháp gia công kim loại bằng tay và phương pháp gia công kim loại bằng máy là:
• Phương pháp gia công kim loại bằng tay, lực gia công chủ yếu là sức người. Phương pháp gia công bằng tay thường được sử dụng khi thực hiện cac việc như: gò, rèn, dũa, mài, đục, cắt, nắn kim loại…
• phương pháp gia công kim loại bằng máy, lực gia công chủ yếu là máy móc, sức người chỉ phụ hoặc máy tự động gia công theo chương trình mà con người lập ra.
2. Mô tả cấu tạo của cưa sắt, đục sắt và dũa là:
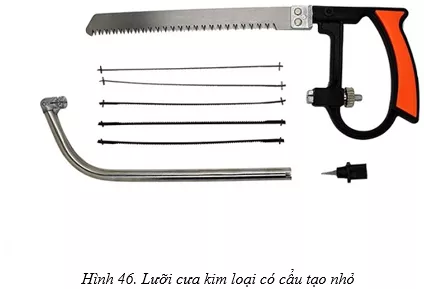
• Cưa sắt có nhiều loại, được cấu tạo khác nhau nhưng nhìn chung đều có một số bộ phận chính là: khung cưa, lưỡi cưa, tay nắm và vít điều chỉnh.

• Đục sắt được làm bằng thép tốt, gồm 3 phần: đầu, thân và lưỡi đục.
• Dũa có cấu tạo đơn giản, bao gồm lưỡi dũa và tay nắm (còn gọi là cán dũa hoặc chuôi dũa).
3. Không thể dùng cưa gỗ để cưa sắt được vì lưỡi cưa gỗ có răng cưa lớn hơn và thưa hơn so với cưa sắt. Nên khi sử dụng cưa gỗ để cưa sắt sẽ làm cho răng cưa dễ bị uốn méo hoặc gãy. Do đó, ta cần phải sử dụng cưa sắt, nó có lưỡi cưa làm bằng loại thép tốt, răng cưa nhỏ.
B. Hoạt động hình thành kiến thức
1. Cắt kim loại bằng cưa sắt cầm tay
(1). (Trang 27 Công nghệ 8 VNEN). Tìm những điểm giống nhau và khác nhau về cấu tạo của ba loại cưa trên các ảnh a, c và d trong hình 5.1?
(2). (Trang 27 Công nghệ 8 VNEN). Tại sao khi lắp lưỡi cưa phải lắp để răng cưa ngược hướng với tay nắm?
(3). (Trang 27 Công nghệ 8 VNEN). Tại sao răng cưa của lưỡi cưa rất nhỏ so với răng cưa của lưỡi cưa gỗ?
Trả lời:
1. Phân tích
• Giống nhau: Đều có các bộ phận cấu tạo chung của cưa sắt là khung cưa, vít điều chỉnh, lưỡi cưa và tay nắm.
• Khác nhau:
a. Hình a: Tay nắm ngang màu đen, khung cưa dẹt màu đen
b. Hình c: Tay nắm nghiêng màu đỏ, khung cưa dẹt màu bạc, tay cầm tách ròi với lưỡi cưa.
c. Hình d: Tay nắm nghiêng màu xanh, khung dạng ống.
2. Khi lắp lưỡi cưa phải lắp để răng cưa ngược hướng với tay nắm vì như vậy sẽ đảm bảo an toàn cho con người khi sử dụng.
3. Răng cưa của lưỡi cưa rất nhỏ so với răng cưa của lưỡi cưa gỗ vì sắt cứng nên để mỗi lần cưa, răng cưa dễ ăn sâu vào sắt một cách từ từ nên răng cưa phải nhỏ, thêm nữa kim loại rất cứng, cấu tạo răng cưa nhỏ giúp nó tránh bị méo, gãy.
2. Đục kim loại
Đọc thông tin và quan sát hình 5.2
1. (Trang 29 Công nghệ 8 VNEN). Nêu quy trình kĩ thuật khi thực hiện đục kim loại?
2. (Trang 29 Công nghệ 8 VNEN). Tại sao hướng đánh búa cần vuông góc với má kẹp ê tô?
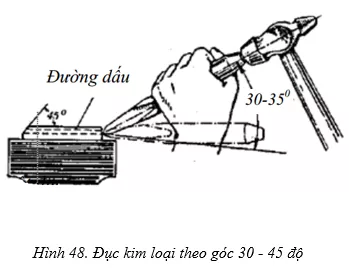
3. (Trang 29 Công nghệ 8 VNEN). Tại sao khi đục hớt một lượng dư gia công không lớn phải đục nghiêng một góc khoảng 30 – 45 độ ?
Trả lời:
1. Quy trình kĩ thuật khi thực hiện đục kim loại là:
• Kẹp chặt vần cần đục bằng ê tô. Độ cao của ê tô phải phù hợp với tầm vóc người gia công. Tư thế đứng tương tự như cưa kim loại.
• Tay thuận cầm búa, nắm chắc cán búa bằng 5 ngón tay, cách chuôi cán búa khoảng 20 – 30mm. Tay còn lại cầm đục bằng năm ngón tay, cách đầu đục khoảng 20 – 25mm.
• Đặt đục vào vị trí cần đục và thực hiện. Nếu chặt đứt vật thì đặt đục vuông góc với bề mặt gia công, còn nếu đục hời hợt một lượng dư gia công thì đặt đục nghiêng so với bề mặt gia công góc nghiêng khoảng 30 – 45 độ.
2. Hướng búa cần vuông góc với ám kệp ê tô vì: để hiệu suất của lực đập búa cao nhất và không đánh lệnh đục gây tai nạn thì hướng vận tốc của búa khi chạm đầu đục phải trùng với trục của đục. Nếu kẹp vật cần đục trên ê tô thì hướng búa cần vuông góc với má kẹp ê tô.

3. khi đục hớt một lượng dư gia công không lớn phải đục nghiêng một góc khoảng 30 – 45 độ vì như thế khi đục sẽ tạo ra ít lực ma sát hơn, khiến lực dùng để đục giảm đi.
3. Dũa kim loại
Trả lời câu hỏi sau:
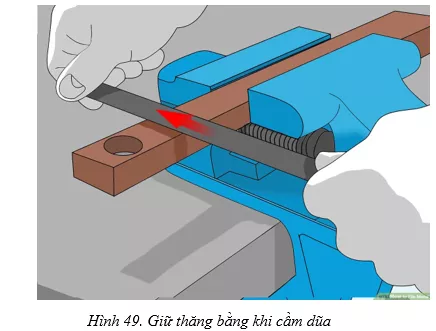
1. (Trang 31 Công nghệ 8 VNEN). Nếu trong quá trình dũa mà dũa không được giữ thăng bằng thì bề mặt gia công sẽ như thế nào?
2. (Trang 31 Công nghệ 8 VNEN). Khi đang dũa mà người dũa dùng tay gạt phoi trên bề mặt gia công sẽ xảy ra những hậu quả gì?
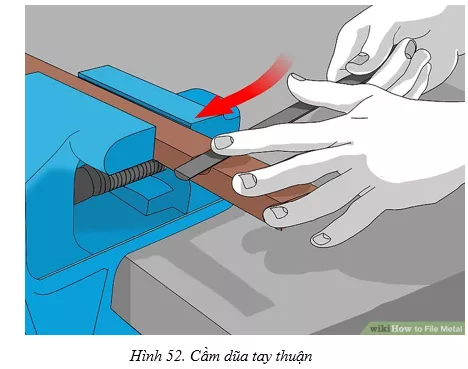
3. (Trang 31 Công nghệ 8 VNEN). Tại sao tay cầm cán dũa phải là tay thuận?
Trả lời:
1. Nếu trong quá trình dũa mà dũa không được giữ thăng bằng thì bề mặt gia công sẽ không bằng phẳng, không mịn, chỗ thấp chỗ cao, không đạt đúng yêu cầu.
2. Khi đang dũa mà người dũa dùng tay gạt phoi trên bề mặt gia công sẽ xảy ra những hậu quả:
o Khi đang dũa, đưa tay vào sẽ gây trầy xước da tay, không cẩn thận sẽ bị nhiễm trùng
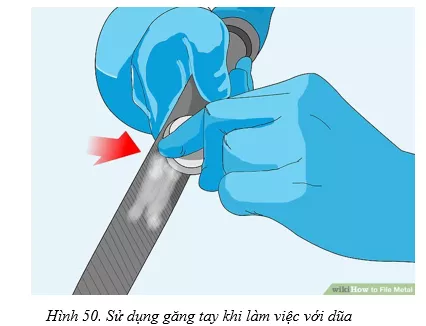
o Dùng tay gạt phoi trên bề mặt dễ bị đâm vào tay vì đó là kim loại, sắc và cứng.
3. Tay cầm cán dũa phải tay thuận vì khi làm tay thuận, ta sẽ dễ dàng giữ được cân bằng tốt hơn, giúp cho quá trình dũa diễn ra nhanh hơn và đáp ứng được yêu cầu của sản phẩm.
C. Hoạt động luyện tập
Đọc lại nôi dung ở hoạt động trên và thực hiện yêu cầu sau:
• (Trang 31 Công nghệ 8 VNEN). Nêu cách chọn êtô khi cưa, đục và dũa kim loại
• (Trang 31 Công nghệ 8 VNEN). Nêu kĩ thuật cơ bản khi cưa, đục và dũa kim loại
• (Trang 31 Công nghệ 8 VNEN). Nêu những điều cần chú ý để đảm bảo an toàn khi cưa, đục và dũa kim loại
Trả lời:
a. Cách chọn êtô khi cưa, đục và dũa kim loại là: Độ cao của êtô phải phù hợp với tầm vóc người gia công.
b. Kĩ thuật cơ bản khi cưa, đục và dũa kim loại là:
| Cưa | Đục | Dũa |
|---|---|---|
|
• Kẹp chặt vật cần cưa bằng êtô và lấy dấu • Tay thuận cầm vào tay nắm còn tay kia cầm vào đầu của khung cưa. • Người cưa, đứng đúng vị trí, phối hợp thao tác nhịp nhàng. • Khi đẩy cưa phải đẩy lực đủ mạnh và phải có lực tì xuống vật cưa. • Khi rút lưỡi cưa về thì không được tì mạnh vào vật liệu. • Qúa trình lặp đi lặp lại cho đến khi kết thúc. |
• Kẹp chặt vật cần đục • Tay thuận cầm búa, nắm chắc cán búa bằng năm ngón tay • Tay còn lại cầm chắc đục bằng năm ngón tay, cách vị trí cầm đục khoảng 20 – 25mm. • Đặt góc đục theo hướng đúng mục đích của công việc. • Tiền hành thao tác cho đến khi hoàn thành công việc. |
• Kẹp chặt vật cần dũa vằng êtô • Tay thuận cầm chắc cán dũa, tay kia đặt trên đầu dũa cách đầu dũa 20-30mm, các ngón tay duỗi ra. • Khi dũa: • Đẩy dũa tạo lực cắt, hai tay vừa đưa đẩy dũa về phía trước vừa ấn xuống (giữ giũa luôn thăng bằng) • Đẩy dũa về phía trước đến gần hết chiều dài của lưỡi dũa thì dừn lại và lùi dũa về. • Khi lùi dũa về nên kéo nhanh, nhẹ nhàng, gần như chỉ lướt trên bề mặt gia công nhưng vẫn giữ thăng bằng. • Thực hiện cho đến khi kết thúc. |
c. Những điều cần chú ý để đảm bảo an toàn khi cưa, đục và dũa kim loại:
| Cưa | Đục | Dũa |
|---|---|---|
|
• Các bộ phận của cưa còn tốt, chắc chắn • Lưỡi cưa sắc vừa đủ • Vật cưa cần được kẹp chặt • Không thổi hoặc dùng tay gạt mạt cưa • Khi cưa gần đứt thì đẩy nhẹ hơn và đỡ phần không được kẹp của vật thể. |
• Hướng vận tốc của búa khi chạm vào đầu đục phải trùng với trục của đục • Cán búa không bị vỡ, nứt và được tra búa chắc chắn • Thân đục không bị cong, lưỡi đục không bị sứt, mẻ • Cầm búa và đục chắc chắn, đánh búa đúng đầu đục… • Người đục phải đeo kính bảo hộ |
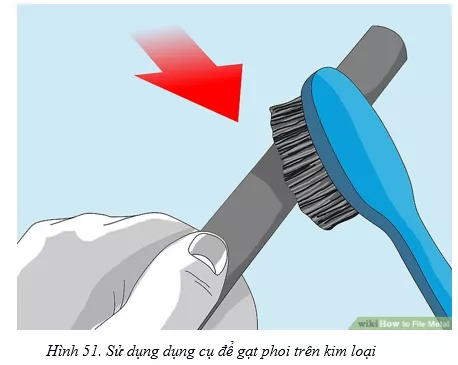
• Vật cần dũa phải được kẹp chặt, cán dũa không bị vỡ và dũa phải được tra vào chắc chắn. • Khi dũa các bề mặt gia công phẳng, dũa phải luôn được giữ cân bằng cho tốt. • Không thổi phoi hoặc dùng tay gạt phoi. |
D. Hoạt động vận dụng
Tìm hiểu thực tiễn địa phương và trả lời các câu hỏi sau:
• (Trang 31 Công nghệ 8 VNEN). Mô tả một vài hoạt động của người thợ ở địa phương khi gia công cưa, đục và dũa kim loại mà em biết.
• (Trang 31 Công nghệ 8 VNEN). Nhận xét về những điểm được và không được về kĩ thuật, về an toàn lao động.
• (Trang 31 Công nghệ 8 VNEN). Đề xuất ý kiến để khắc phục những hạn chế mà em vừa nêu trên.
Trả lời:
a. Hoạt động của người thợ khi dũa kim loại:
• Để làm một chiếc cửa sắt, người công nhân đã đo và tiến hành cưa từng đoạn thép dày. Sau đó hàn các thanh thép lại với nhau theo bản vẽ cho cánh cửa.
• Đầu tiên người công nhân kẹp chặt thanh thép thật chăt bằng ê tô rồi sau đó tay cầm dũa và bắt đầu dũa. Tay thuận nắm cán dũa bằng cả 5 ngón tay, phần chuôi cầu của cán dũa được đặt vào phần lõm giữa lòng bàn tay.
• Khi dũa người công nhân dùng 2 tay đẩy dũa về phía trước vừa ấn xuống. Lực ấn hai tay thay đổi tùy theo vị trí của dũa với cánh cửa sao cho đảm bảo dũa luôn thăng bằng. Đẩy dũa về phía trước đến gần hết chiều dài của lưỡi dũa thì dừng lại và lùi dũa về.
• Khi lùi dũa về, người công nhân vẫn phải đảm bảo dũa thăng bằng.
• Sau khi dũa xong, người công nhân dùng tay làm sạch bề mặt cửa.
b. Ưu nhược điểm
• Ưu điểm: kỹ thuật đúng quy trình sử dụng dũa.
• Nhược điểm: chưa đảm bảo an toàn lao động, không nên dùng tay không làm sạch bề mặt kim loại, mà phải dùng dụng cụ hoặc đeo găng tay.
c. Đề xuất: nên sử dụng các công cụ an toàn lao động khi dũa kim loại, ví dụ như đeo găng tay để tránh làm hỏng da tay.